
Sự cắt bằng tia la-zelà chiếu tia laze lên vật liệu cần cắt, để vật liệu bị đốt nóng, nóng chảy và bốc hơi, và chất nóng chảy được thổi bay bằng khí áp suất cao để tạo thành lỗ, sau đó chùm tia di chuyển trên vật liệu, và lỗ liên tục tạo thành khe.
Đối với công nghệ cắt nhiệt nói chung, ngoại trừ một số trường hợp có thể bắt đầu từ mép tấm, hầu hết đều cần đục một lỗ nhỏ trên tấm, sau đó mới bắt đầu cắt từ lỗ nhỏ.

Nguyên tắc cơ bản củaxuyên lazelà: khi chiếu một chùm tia laze có năng lượng nhất định lên bề mặt tấm kim loại, ngoài một phần bị phản xạ, năng lượng bị kim loại hấp thụ sẽ làm kim loại nóng chảy tạo thành vũng kim loại nóng chảy.Tốc độ hấp thụ của kim loại nóng chảy so với bề mặt kim loại tăng lên, tức là, có thể hấp thụ nhiều năng lượng hơn để tăng tốc độ nóng chảy của kim loại.Tại thời điểm này, việc kiểm soát năng lượng và áp suất không khí thích hợp có thể loại bỏ kim loại nóng chảy trong bể nóng chảy, và liên tục đào sâu vào bể nóng chảy cho đến khi kim loại được xuyên qua.
Trong các ứng dụng thực tế, Pierce thường được chia thành hai cách: xuyên xung và xuyên nổ.
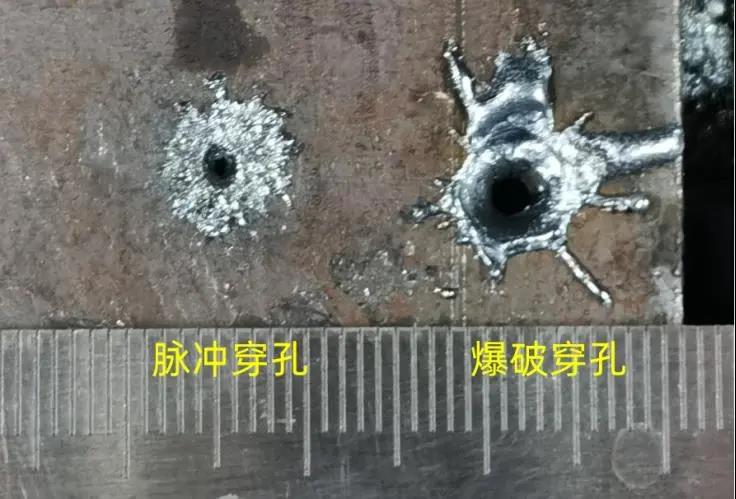
1. Nguyên tắc của xung xuyên là sử dụng tia laser xung có công suất đỉnh cao và chu kỳ nhiệm vụ thấp để chiếu xạ tấm cần cắt, để một lượng nhỏ vật liệu bị nóng chảy hoặc hóa hơi, và được phóng điện qua lỗ thông qua lỗ. dưới tác dụng phối hợp của phách liên hoàn và khí phụ, liên hoàn.Làm việc dần dần cho đến khi tấm được xuyên qua.
Thời gian chiếu tia laser là không liên tục và năng lượng trung bình được sử dụng tương đối thấp, do đó nhiệt lượng hấp thụ của toàn bộ vật liệu được xử lý là tương đối nhỏ.Có ít nhiệt dư xung quanh lỗ thủng và ít cặn còn lại tại vị trí đâm thủng.Các lỗ được xỏ theo cách này cũng tương đối đều đặn và có kích thước nhỏ, và về cơ bản không ảnh hưởng đến việc cắt ban đầu.
Thời gian đăng: Jan-08-2022